Green Hydrogenby Hygreen Energy |
Alkaline Electrolyzer Solutions |
|
Hygreen currently offers customized alkaline electrolyzer systems ranging from 25 kW to 15 MW,tailored to customer project needs.
|
|
|
| Model | HG5-3.2 | HG10-3.2 | HG20-1.6 | HG60-1.6 | HG100-1.6 | HG200-1.6 | HG250-1.6 | HG300-1.6 | G500-1.6 | HG800-1.6 |
| Workpressure | 3.2MPa | 3.2MPa | 3.2MPa | 1.6MPa | 1.6MPa | 1.6MPa | 1.6MPa | 1.6MPa | 1.6MPa | 1.6MPa |
| H2 generation(Nm³) | 5 | 10 | 20 | 60 | 100 | 200 | 250 | 300 | 500 | 800 |
| O2 generation(Nm³) | 2.5 | 5 | 10 | 30 | 50 | 100 | 125 | 150 | 250 | 400 |
| Rated total current(A) | 465 | 480 | 890 | 1760 | 2015 | 2660 | 3940 | 3950 | 7390 | 9670 |
| Rated total voltage(V) | 49 | 92 | 100 | 151 | 218 | 331 | 280 | 335 | 298 | 365 |
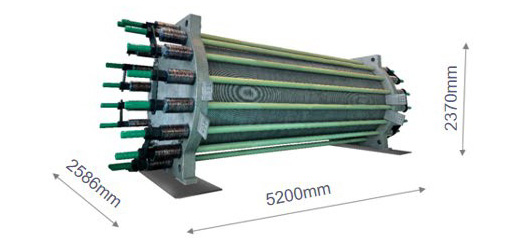
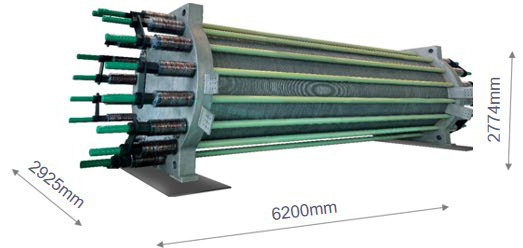
Alkaline Electrolyzer SolutionsFor Large-scale Green HydrogenProduction |
HELA1000
|
HELA2000
|
PEM Electrolyzer Solutions |
|
||||||||||||||||||||||||||||||||||||

Our PEM electrolyzer systems are turnkey solutions tailored to projectneeds. |
Milestone Projects |
PEM MW LevelProjectFor hydrogenstorage
|
Hydrogen Refueling StationProjectOn-site H2 production and refueling for 50buses
|
|
|
Green Hydrogen Plant Solutions |
|
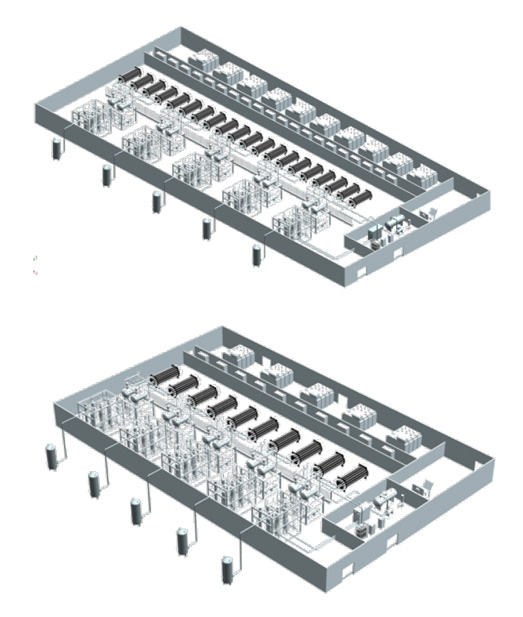
By combining multiple electrolyzer stacks within a full system, we can customize and design hydrogen production plants for production of 100 MW or more. Sample Configuration for 100MW
|
|
|
Ensuring Product ComplianceHygreen Energy products are rigorously tested and robustly designed to meet compliance and customers’ needs
We work closely with each of our partners and customers to meet their certification and compliance needsincluding:
|
Unparalleled Customer SupportHygreen Energy electrolyzer solutions are coupled with our vast network of support. Our engineers have decades of electrolyzer expertise to ensure Hygreen provides quality support to customers through their entire journey, from initial procurement and product selection, to ongoing maintenance and after-sales support. |
|
Global Support NetworkProviding support with our worldwide regional offices and partnership network |
|
Commissioning & Operation GuidanceIncluding erection and commissioning, product operation methods, maintenance and more |
|
Technical Support SystemOffering 24-hour remote technical support with quick response time with digital diagnostics |
|
|
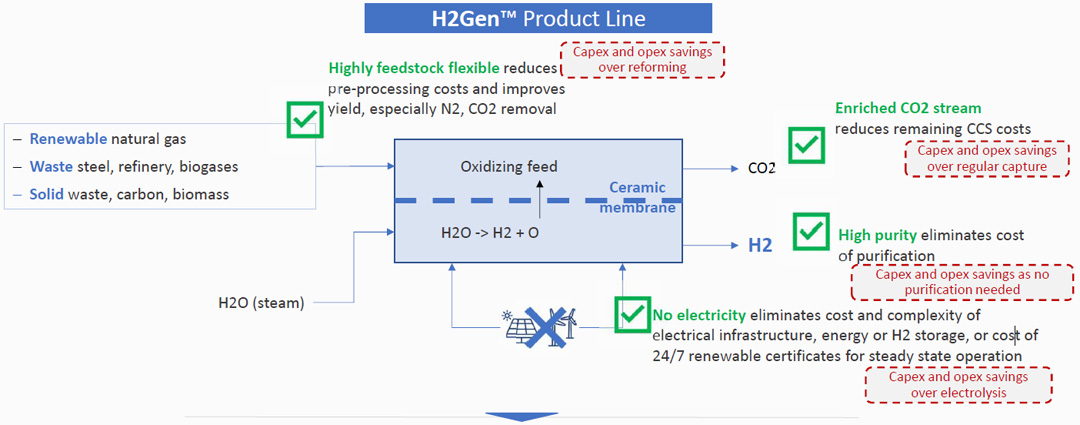
Green Hydrogenby Utility GlobalAddressing key challenges of the energy transition, Utility Global is the only sustainable hydrogen company pioneering this unique & universal technology platform |
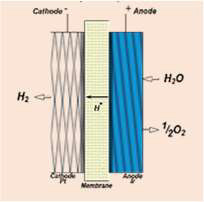
Electrolysis |
 |
|
Low, negative carbon intensity wastes (gases, liquids, solids) |
 |
|
Hard to decarbonize sectors |
 |
|
CO2 utilization |
 |
|
|
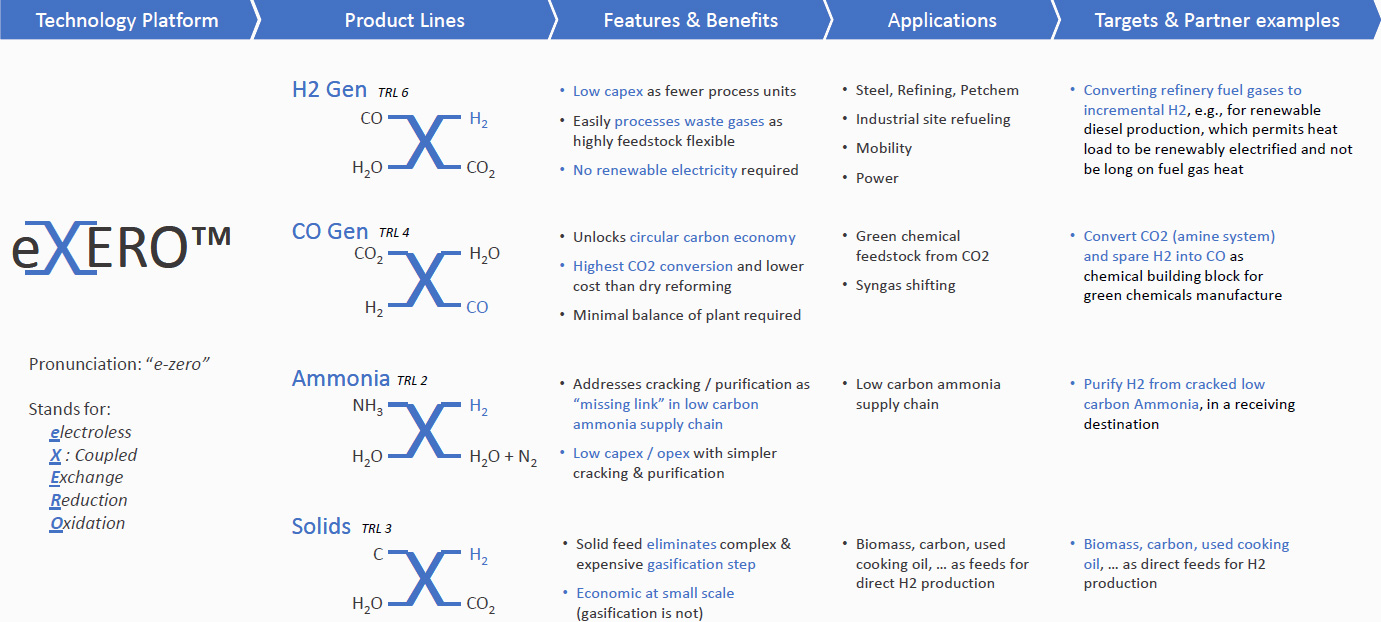
e-XERO™ technology enables flexible & affordable access to low & negative carbon intensity feeds by combining advantages of chemical and electrolytic processes
|
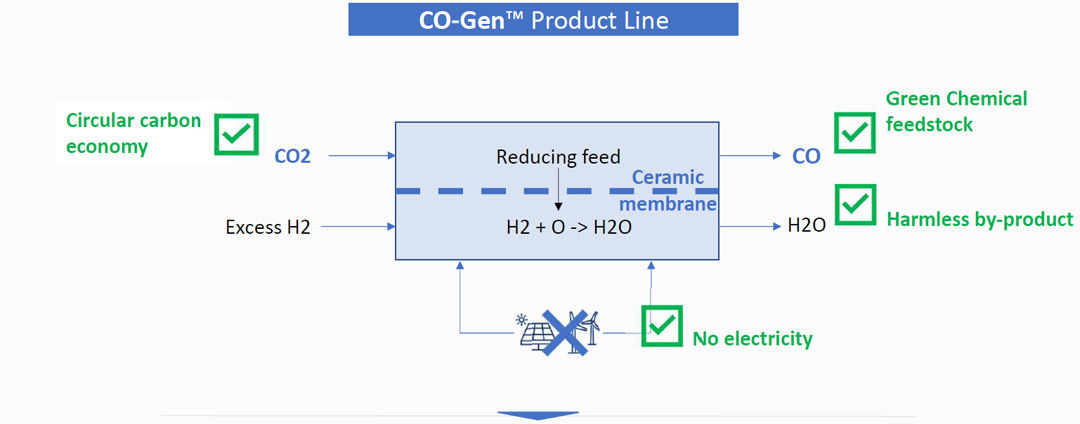
e-XERO™ technology unlocks the circular carbon economy when operating in CO-mode, converting CO2 into green chemicals
|
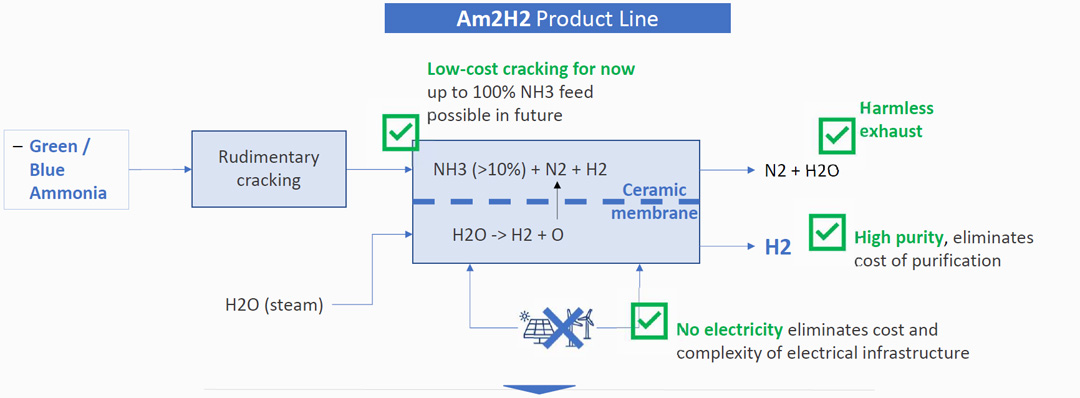
e-XERO™ technology enables low-cost and effective H2 production from low carbon ammonia with minimal purification equipment
|
It all starts with eXERO™ - a universal technology platformUnlocking an affordable low carbon future now – It’s Time.
|
H2Gen technology worksWeeks of successful operation at purity (>99.5% v/v dry) |
|
What to know:
Performance to date:
|
 |